|
|
OPERATION MANUAL UNTUK MESIN GENTENG
BETON
| |
|
1. PERSIAPAN
DAYA LISTRIK
: |
Daya listrik yang
dibutuhkan untuk
mensuplai mesin-mesin
dan perlengkapannya
tergantung pada jumlah
mesin produksi anda .
Sebagai contoh untuk 1
Mesin Press , 1 Mixer ,
dan 1 Ayakan , maka anda
harus mempersiapkan
listrik sebesar 10 Kva .
Dan ada 2 pilihan untuk
suplai listrik tersebut
, yaitu :
A. Mempergunakan listrik
PLN , maka anda perlu
mengajukan daya listrik
ke PLN sebesar 12 Kva .
B. Mempergunakan Genset
, di mana dalam
kapasitas Basic Plan
maka anda harus
mempersiapkan Genset
berdaya 15 Kva . Dan ada
banyak pilihan genset ,
kami juga menyediakan
dan menjual genset ,
klik di sini untuk
melihat penawaran genset
dari kami .
Kami juga
merekomendasikan kepada
anda untuk pada akhirnya
juga memiliki kedua
sumber daya listrik di
atas sehingga genset
bisa menjadi cadangan
jika sewaktu-waktu ada
pemadaman listrik dari
PLN .
|
|
|
| |
|
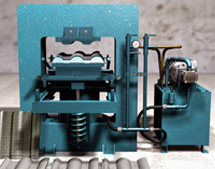
2. SETTING MESIN
PRESS HYDRAULISNYA : |
Mesin press hydraulis
membutuhkan pengisian
oli pada tanki olinya
untuk pertama kali . Ada
banyak dijual di pasaran
oli-oli hydraulis , dan
anda bisa mempergunakan
oli-oli hydraulis
tersebut , atau juga
bisa mempergunakan oli
dengan ukuran kekentalan
SAE 10 atau SAE 20 . (
SAE adalah ukuran
kekentalan oli ) . Anda
bisa mempergunakan oli
SAE 20 yang biasa
dipergunakan di mobil
atau sepeda motor .
|
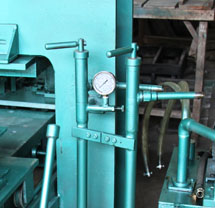
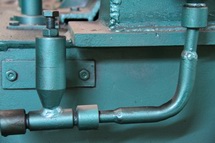
2.0 Setting
Kabel Listrik ke
Mesin-Mesin |
Photo 1 |
Photo 2 |
|
2.1
Untuk faktor
keamanan selama
pengiriman mesin
, maka kami
selalu
memisahkan mesin
dengan bak
hydraulisnya ,
dan menaruh
spare-part yang
kecil-kecil ke
dalam bak oli .
Jadi pertama
kali mesin
datang , bukalah
tutup bak olinya
dan ambil semua
spare part
tersebut di
dalam bak oli ,
lalu tutup
kembali bak oli
tersebut dengan
rapat . Kemudian
aturlah posisi
bak hydraulis (
bak oli ) di
samping mesinnya
seperti pada
gambar .
( Selang
hydraulis yang
berwarna hitam
untuk jalur
tekanan tinggi ,
dan selang yang
putih untuk
jalur oli
kembali ke tanki
) .
|
 |
 |
|
2.2
Setelah anda
memasang sesuai
dengan posisi di
atas , maka anda
mesti memasang
kabel listrik ke
dinamo pada
masing-masing
mesin . Setiap
mesin terdapat 1
dinamo , type
dinamo tersebut
adalah 3-phase
yang biasa
digunakan pada
listrik industri
. Jadi anda
perlu memasang
kabel berjalur 4
buah .( 3 jalur
positif dan 1
jalur negatif )
.
Bukalah tutup
kabel pada
dinamonya dan
pasanglah sesuai
dengan instruksi
yang biasanya
ada pada tutup
kotak kabel
tersebut ) .
|
 |
 |
|
2.3
Setelah anda
memsang kabel
listri , sebelum
menyalakannya
periksalah dulu
kran hydraulis
mesin dan kran
tersebut harus
dalam keadaan
terbuka , jika
tidak maka mesin
akan bekerja
mengepress
dengan
sendirinya dalam
keadaan cetakan
masih kosong .
Jika kran dalam
keadaan terbuka
semua , maka
mesin tidak
aktif sekalipun
listrik sudah
dinyalakan .
|
 |
 |
|
2.4
Sekarang anda
sudah bisa
mencoba
menyalakan
listriknya , dan
lihat putaran
dinamonya .
Periksalah
apakah
putarannya sudah
sesuai dengan
putaran yang
tertera pada
pompa hydraulis
.
Arah putaran
harus sesuai
dengan tanda
panah yang bisa
anda lihat pada
pompa
hydraulisnya ,
jika tidak maka
pompa akan
bekerja secara
terbalik dan
tidak bisa
berfungsi . Jika
putaran masih
salah atau
terbalik maka
baliklah salah
satu kabel
positifnya
dengan kabel
positif yang
lainnya , maka
putaran sudah
akan berubah ke
arah yang benar
.
|
 |
 |
|
2.5
Anda juga bisa
menyetel besar
kecilnya tekanan
press
hydraulisnya
dengan menyetel
pada releif
valve nya . Cek
pada meter
tekanan untuk
melihat besarnya
tekanan press
saat mencetak
genteng atau
paving .
Tekanan yang
normal untuk
mencetak genteng
adalah sekitar
100 bar s/d 200
bar . Untuk
paving cukup
disetel pada
tekanan 100 bar
.
|
 |
 |
|
2.6
Anda juga perlu
mempersiapkan
sebuah meja di
samping mesin
tersebut untuk
membantu proses
kerja sehingga
lebih mudah .
|
 |
 |
|
|
|
Dan karena pada proses aktifitas kerja
sehari terdapat air buangan , maka anda
juga sebaiknya mempersiapkan jalur
selokan air di sekeling mesin untuk
memudahkan air kotor atau air buangan
mengalir keluar dari areal kerja . .
|
|
|
3. BAHAN BAKU : |
3.1 BAHAN BAKU
UTAMA :
Bahan baku utama
untuk genteng
beton adalah
Semen , Pasir .
Tetapi untuk
mendapatkan
hasil permukaan
yang lebih halus
, seringkali
kita juga
menggunakan mil
/ tepung kapur .
Bagi daerah yang
tidak terdapat
mil / kapur ,
maka bisa
menggunakan
pasir yang
diayak lebih
halus atau
dengan
menambahkan
kadar semennya .
|
3.2 SECONDARY
MATERIAL :
Secondary
material ,
adalah
bahan-bahan lain
yang berguna
membantu proses
produksi . Yaitu
:
1. Kain : Kita
butuh kain untuk
dilapiskan pada
piringan besi
cetakan genteng
, potongan kain
celana .
2. Kuas :
Digunakan untuk
memoles
permukaan matras
atas setiap kali
genteng dicetak
, agar tidak
lengket hasilnya
.
3. Moulding Oil
: Minyak untuk
memoles
permukaan matras
atas , bisa
dibeli dari kami
, dan dicampur
dengan minyak
tanah atau solar
dengan
perbandingan 1 :
20 .
|
3.3. KOMPOSISI
BAHAN BAKU :
BAHAN BAKU UTAMA
:
Untuk Genteng
Beton :
Komposisi bahan
baku yang umum
digunakan untuk
genteng beton
adalah : 1 Semen
+ 2 Pasir + 2
Mil . (
Berdasarkan
Volume , bukan
Berat ) .
Keterangannya :
Semen berfungsi
untuk bahan
pengeras di mana
tanpa semen maka
genteng tidak
mungkin bisa
mengeras . Pasir
sebagai bahan
pengisi . Dan
Mil sebagai
bahan penghalus
permukaan . Anda
juga bisa
mengganti Mil
dengan bahan
halus lainnya
seperti Fly
Ashes dan
lainnya , yang
penting bahan
tersebut cukup
halus dan murah
harganya .
Untuk Paving :
TKomposisi umum
untuk paving
hanyalah
menggunakan
Semen dan Pasir
saja , dengan
komposisi
bervariasi ,
bisa 1 Semen + 8
Pasir , bisa
juga 1 Semen +
10 Pasir , atau
1 Semen + 12
Pasir . Semakin
banyak kadar
semennya semakin
kuat hasil akhir
pavingnya tetapi
juga semakin
menambah biaya
produksinya .
|
3.4 FINISHING
MATERIAL :
Finishing
material untuk
genteng beton
berwarna adalah
cat genteng ,
yang dispraykan
dengan mesin
kompressor dan
spray-gun . Ada
banyak jenis cat
genteng yang
dijual di
pasaran saat ini
, dan anda bisa
menggunakan yang
sesuai dengan
harga jual
genteng anda .
Pada dasarnya
ada 2 jenis cat
genteng ,
water-base dan
oil-base , di
mana water-base
lebih murah
dibandingkan
dengan oil-base
, namun
kekuatannya
lebih baik
oil-base . Dan
oil-base lebih
mengkilap
hasilnya .
|
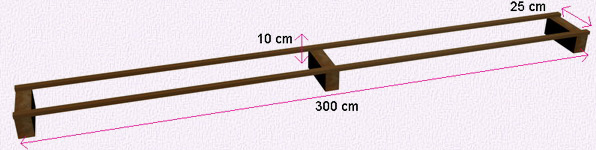
3.5. RAK-RAK
PENAMPUNGAN :
Anda juga harus
mempersiapkan
rak-rak untuk
penampungan
sementara bagi
genteng yang
baru dicetak ,
dimana genteng
harus dibiarkan
satu hari di
atas rak-rak
tersebut .
Kami biasa
menggunakan rak
dari kayu .
Tetapi anda bisa
menggunakan rak
dari besi atau
lainnya sesuai
keinginan anda .
Untuk rak dari
kayu , di bawah
ini kami berikan
ukuran dan cara
penggunaannya .
UKURANNYA :
Panjang 300 cm ,
Lebar 25 cm ,
Tinggi 10 cm .
|
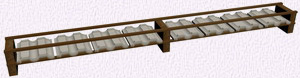
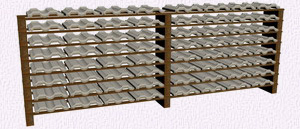
3.6. TATAKAN
:
Anda juga
membutuah
tatakan
untuk
menampung
genteng yang
masih belum
keras
sewaktu dari
hasil baru
cetak . Kami
menyediakan
" Piringan
Tatakan "
untuk anda
sehingga
anda bisa
membuat
sendiri
tatakan-tatakan
itu sebanyak
yang
diperlukan .
Anda hanya
membutuhkan
1000 buah
tatakn untuk
setiap mesin
genteng ,
dan
tatakan-tatakan
itu bisa
dipergunakan
sampai lebih
dari 3 tahun
lamanya .
Jika ada
tatakan-tatakan
yang rusak
dalam proses
kerja maka
anda hanya
tinggal
membuat lagi
yang baru
dengan
mempergunakan
" Piriangan
Tatakan "
tersebut .
Klik di sini
untuk
penjelasan
mengenai "
Piringan
Tatakan " .
Dan
Klik Di Sini
untuk
penjelasan
mengenai
persiapan
tatakan
untuk
pertama
kalinya .
|
|
|
|
| |
|
4. WORK FLOW AND
OPERATORS
: |
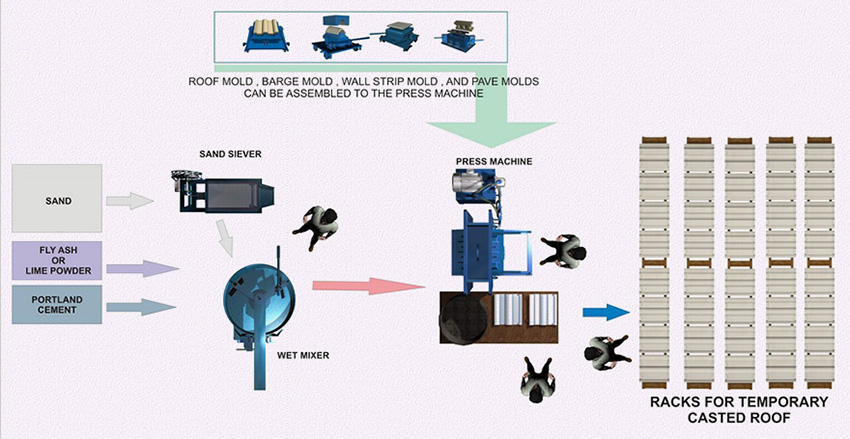 |
Penjelasan
Fungsi Dari Tiap
Pekerja :
Pekerja Nomor
1
Bekerja untuk
mengayak pasir
dan mengirim
hasil ayakan ke
mixer .
Pekerja nomor 1
juga bekerja di
mixer dan
mengirim hasil
mortar dari
mixer ke mesin
( Di tuang ke
kontainer
sementara di
atas meja di
samping mesin
genteng ).
Pekerja ini
sangat penting,
karena
mengontrol
komposisi materi
(semen dan
pasir) untuk
produksi genteng
anda.
Pekerja Nomor
2
Mencetak Genteng
, dan memberikan
hasil cetakan
bveserta plat
piringannya ke
pekerja nomor 3
.
Pekerja Nomor
3
Pekerja nomor 3
mengambil hasil
cetak , membantu
membalik untuk
kemudian hasil
genteng nya di
atas tatakan di
bawa ke rak oleh
poekerja nomor 4
. Pekerja nomor
3 ini juga
sambil membantu
mengurus takaran
mortar bagi
pekerja nomor 2 .
Pekerja Nomor
4
Membantu
membalik hasil
cetak ke atas
tatakan , dan
membawanya serta
menyusunnya di
rak-rak kayu .
|
Video-video di
bawah ini menjelaskan
proses produksi genteng
beton dan Paving :
VIDEO 1 ( ROOF MACHINE )
VIDEO 2 ( ROOF MACHINE )
VIDEO 3 ( WALL ART
MACHINE )
VIDEO 4 ( PAVE MACHINE )
|
|
|
| |
|
5. PERENDAMAN : |
Tidak ada yang rumit
pada proses perendaman ,
hanya memasukkan
hasil-hasil genteng
produksi kemarin ke
dalam bak-bak air .
Ukuran bak air terserah
anda , dan kami biasa
menggunakan bak air
ukuran 3 x 4 m dengan
tinggi 1 meter . Gunakan
beberapa bak jika 1 bak
tidak cukup . Di bawah
ini adalah Foto Contoh
Bak Air UntuK Perendaman
:
|
|
|
| |
|
6. PENGECATAN : |
Kita sudah bisa
mengecat genteng
jika sudah
kering can cukup
kuat , biasanya
paling sedikit
setelah 2 minggu
setelah keluar
dari bak
perendaman .
Pengecatan cukup
menggunakan
kompresor angin
dan spray-gun
saja . Dua orang
pekerja bisa
menyelesaikan
pekerjaan
pengecatan 1000
genteng per hari
( 7 jam kerja )
.
Pengecatan juga
bisa dilakukan
langsung di atas
atap setelah
genteng
terpasang .
Ada banyak merk
cat genteng yang
beredar di
pasaran . Tetapi
kami juga bisa
mengajarkan
kepada anda cara
membuat cat
genteng sendiri
dan akan kami
berikan juga
formulanya .
Klik di Sini
untuk cara
mengecat genteng
beton pada
proses produksi
di pabrik . |
|
|
|
|
Untuk penjelasan lebih lanjut anda bisa
menghubungi kami . Sukses anda adalah
tujuan utama kami ! Email kami :
rudyiskandar86@hotmail.com or
rudy@supersonicmch.com
|
|
|





|